
一、m指令(或辅助功能) )。
数控加工中心M指令是数控加工中的辅助指令。辅助功能是用地址字 M 及二位数字表示的它主要用于机床加工操作时的工艺性指令其特点是靠继电器的通、断来实现其控制过程。据机床厂家设置的不同,不同机床的M指令也不尽相同
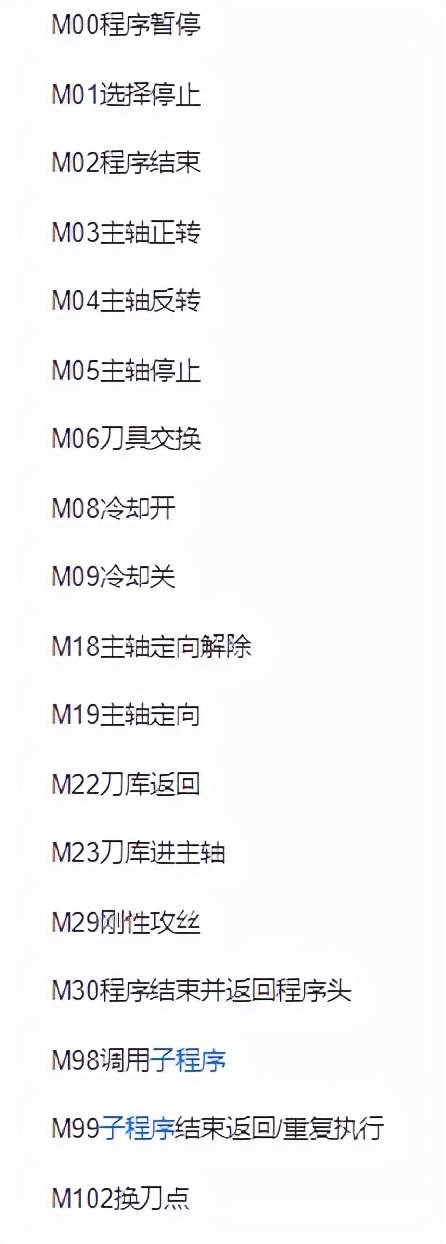
以下列出常用的相同的M指令:
二、f指令(发送功能))。

指令f表示进给速度,进给速度用7母f和接下来的几个数字表示
1 )每分钟发送一次(G94 )。
如果系统在执行G94指令之后遇到f指令,则认为f指定的进给速度单位为m/m旧或in/min,并且一直有效,直至系统又执行了含有 G95 的程序段,则 094 被否定,而 G95 发生作用。
2 )每转进给(G95 )。
若系统执行了含有 G95 的程序段,则再遇 3lJ 「指令所指定的进给速度单位为 mm / r 或 in / r 。要取消 G95 状态,必须重新指定 G94 。注:G94 、 G95 为模态功能,可互相注销, G94 为缺省值。
三、t指令(刀具功能))。

刀具功能主要用于各种刀具的选择,用地址下面和后面的4位数字表示。 其中前一位是所选刀具编号,后2位是所选刀具偏移编号。 各工具的加工结束后,必须取消其刀偏偏置值。 即将后两位数设为“00”,取消刀具偏置值。例如:
O0001:
N01 G92 X50 Z50
N02 M06 T0101:(用“01”号刀加工,刀具偏号为“01”)
N03 G00 G90 Z40:刀具偏号也可为“02”,则T指令应为:“T0102”)
N04 G01 X40230 F100;
N05 G00 X50 Z50 T0100:(取消“01“号刀偏)
N06 M02
注:
1、绝对编程指令段要求消除刃偏移值
2、取消偏移值时,同时必须有x、z轴方向的位移
四、s指令(主轴功能) )

主轴功能主要是表示主轴旋转速度 3 加转/每分钟它是由 S 和其后的数字组成。例如 S 以刃表示主轴转速。

