广东圣特斯数控设备有限公司
关于我们
数控车床
车铣复合
解决方案
新闻动态
技术支持
联系我们
热门分类
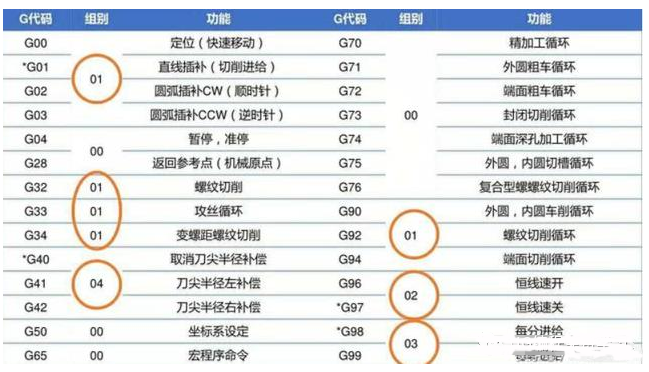
数控车床加工时,指令都是根据零件所加工的形状所决定的,而法兰克系统(FANUC 0i)的五大指令,可能有很多人不明白这些指令含义,今天给大家分享这些指令含义,免于后期在编程过程中产生质疑,虽然都是一些基础,了解之后给后期编程打基础。
左键选择,中建确定。多个物体要选择的时候直接左键选择下去就可以,不必按住CTRL,shift+左键减去选择对象,右键快捷菜单(短时。延时按右键选择显示模式),选择物体的时候配合选择过滤器将事半功倍,当许多对象集中时,可以左键按住延时,出现列表,在列表中选择需要的对象。按中建旋转,旋轮缩放,shift+中建平移,左键+中建拖动缩放,右键+中键拖放平移,右键快捷菜单中有设置(取消)旋转点,中键延时按,出现方点后右键确定,也可设置设置选中点为旋转点
1. 白钢刀转速不可太快。2. 铜工开粗少用白钢刀,多用飞刀或合金刀。3. 工件太高时,应分层用不同长度的刀开粗。4. 用大刀开粗后,应用小刀再清除余料,保证余量一致才光刀。5. 平面应用平底刀加工,少用球刀加工,以减少加工时间。
1. F功能,F功能指令用于控制切削进给量。在程序中,有两种使用方法。(1)每转进给量,编程格式 G99 F~,F后面的数字表示的是主轴每转进给量,单位为mm/r。
1.工件在主轴切断传递至副主轴。如需要主副轴相位同步则在以下程序的含有M32程序段的下面单独插入一段(M07);N____;顺序号及括号中的附加信息,G10 P0 Z-____;从程序中输入工件偏置
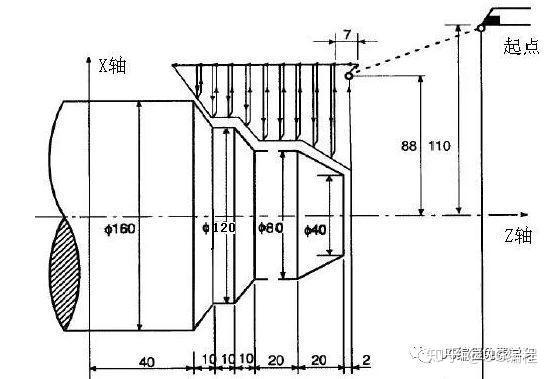
1.数控编程指令——外圆切削循环指令:G90X(U)_Z(W)_F_;例:G90X40.Z40.F0.3;X30.;X20.; 2.数控编程指令——端面切削循环指令:G94X(U)_Z(W)_F_;例如:G90X40.Z-3.5.F0.3;Z-7.;Z-10.; 3.数控编程指令——外圆粗车循环指令:G71U_R_;G71P_Q_U_W_F_;精车:G70P_Q_F_;U每次进给量,R每次退刀量,P循环起始行号,Q循环结束行号,U精加工径向余量,W精加工轴向余量。
数控加工程序编制方法有手工(人工)编程和自动编程之分。手工编程现在大部分工厂已经不在采用,由于容易出错及效率低下。因此为了提高生产自动化程度,缩短编程时间和降低数控加工成本,现在大部分工厂采用自动编程即计算机编程。但是,无论是采用何种编程方法,我个人认为作为一名合格的数控加工人员,一些常用的指令必须知道。一、方便在工作过程中对程序作微调。二、清楚机床加工的原理。我归纳了以下在工作中常用的一些指令:
1、G00与G01,G00运动轨迹有直线和折线两种,该指令只是用于点定位,不能用于切削加工。G01按指定进给速度以直线运动方式运动到指令指定的目标点,一般用于切削加工
G00 快速定位,格式G00 X(其数值要大于实际工件直径) Z(比工件端面要远1-2个毫米)。G01 直线插补,格式G01 X Z F(必须指定)
数控指令主要是G,M,S,T代码。G代码是数控程序中的插补指令。一般都称为G指令代码。M代码定义为辅助功能代码。M代码起到机床的辅助控制作用。S,代码 主轴速度指令代码。T代码刀具换刀指令代码。1、G00与G01 ,G00运动轨迹有直线和折线两种,该指令只是用于点定位,不能用于切削加工